
Сварка многогранных и круглоконических опор освещения

Изготовление опор подразумевает применение следующего оборудования:
- Порталы плазменной резки для роспуска листов на заготовки, для последующей гибки;
- Применение как обычных (при длине гиба до 6 метров), так и тандемных прессов (при длине опоры до 12 метров);
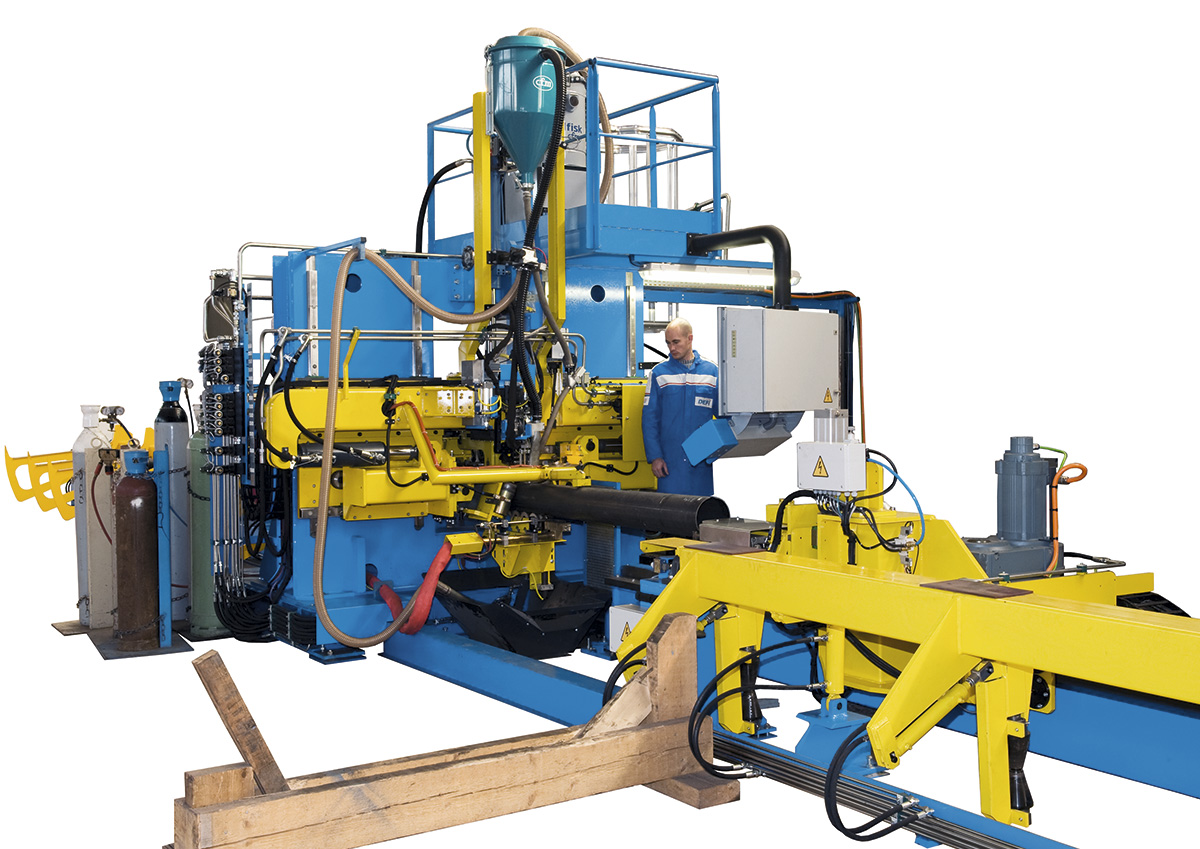
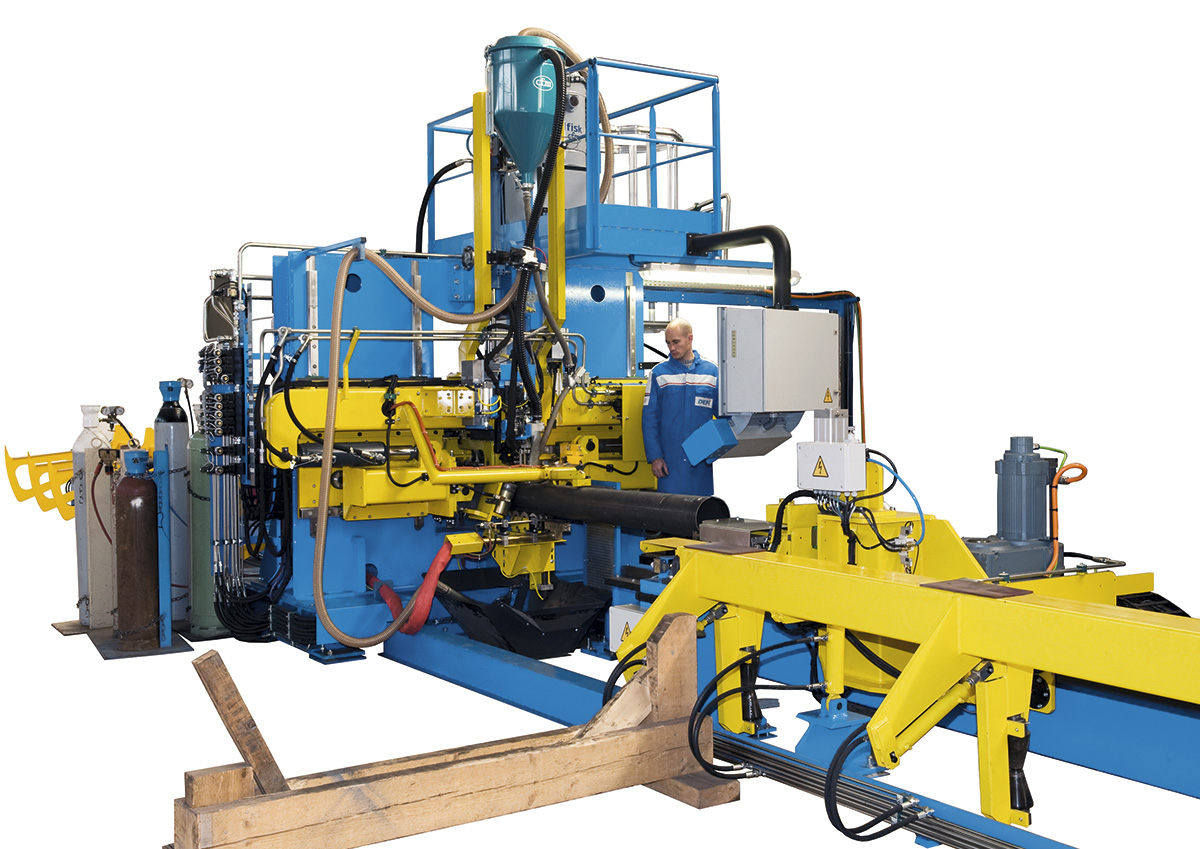
- Сварочный портал;
- Дополнительное оборудование для:
- Вырезки лючков обслуживания (может быть, как решение с роботом в составе РТК, так и обычный портал плазменной резки, с дополнительной оснасткой и программным обеспечением);
- Сверления отверстий в опоре, для крепления навесной части опоры освещения;
- Приварка опорной пластины к основанию опоры.
Описываемое оборудование специально адаптировано для изготовления высоких мачт и опор освещения, на основе опыта SAF-FRO в этой области.
В предложении учитываются все проблемы, связанные с производством этих изделий, и предлагается эффективное решение, гарантирующее высокий уровень удобства для оператора.
Мы предоставим в ваше распоряжение свое мастерство владения технологическим процессом, приобретенное благодаря многолетнему опыту. Оказание технологической поддержки - дополнительная гарантия, которую мы можем предоставить вам для обеспечения управления качеством вашего производства.
2. Оборудование.
Все наше оборудование перед отгрузкой монтируется и испытывается на производственных площадках, что гарантирует общее качество. Удобство органов управления обеспечивает операторам легкость и быстроту управления. Бесперебойное производство обеспечивается благодаря надежной концепции, эксплуатационным качествам и безопасности оборудования.
3. Расходные материалы.
Механическое качество сварных швов в значительной степени зависит от сочетания свойств электродной проволоки/флюса, направленных на достижение оптимального результата.
4. Услуги.
Монтаж и обучение эксплуатации оборудования – это дополнительные преимущества, которые мы можем предложить вам для обеспечения получения вами прибыли от безупречно функционирующего производства.
- Поддержка производства, связанная с технологическим процессом;
- Поддержка профилактического обслуживания оборудования.
МЫ ИМЕЕМ УСПЕШНЫЙ ОПЫТ ВНЕДРЕНИЯ ЛИНИЙ ДЛЯ СВАРКИ МНОГОГРАННЫХ ОПОР ОСВЕЩЕНИЯ В РОССИИ.

Стандартные опоры
|
Форма |
- Круглая коническая, 8-, 12- и 16-гранная - Опора в одном кожухе |
|
Диаметр |
мин. Ø 80 мм, макс. Ø 600 мм |
|
Максимальная конусность |
50 мм/м |
|
Минимальная длина |
4 м |
|
Максимальная длина |
13 м |
|
Материал |
Углеродистая сталь типа ST 235 - S355 JO, ST 44, ST 52 и ST 60 без окалины и смазки |
|
Толщина |
зависимость между толщиной, размерами и формами |
В нижеприведенных таблицах приведены минимальный и максимальный диаметры под сварку для указанной толщины.
Круглая коническая:

Многогранная:

Примечание: Указанные выше размеры измеряются следующим образом:

► Что касается толщины 6 мм, 7 мм и 8 мм, следует строго соблюдать качество изгиба, особенно раскрытие кромок по всей длине опоры.

Что касается СТАНДАРТНЫХ геометрических характеристик формы, указанные выше значения следует рассматривать как максимально высокие для эксплуатации сварочной машины в оптимальных условиях (скорость и темп производства) и получения хорошего качества сварных опор. Необходимо строго соблюдать геометрические характеристики формы для толщины > 5 мм, особенно зазор между кромками.
В любом случае, во время ведения технологического процесса оператор может регулировать различные параметры для учета некоторых отклонений (в пределах производственной мощности машины).
|
Форма |
8-, 12-, 16-, 32-гранная |
|
Диаметр |
Мин. Ø 320 мм, макс. Ø 850 мм |
|
Толщина |
10 мм макс. Максимальная толщина ограничивается усилием зажима машины 10000 даН и закрываемым зазором. |
|
Максимальная конусность |
50 мм/м |
|
Максимальная длина |
13 м |
|
Минимальная длина |
6 м |
|
Материал |
Сталь типа ST 235 - S355 JO без окалины и смазки
|
|
Максимальный вес опоры: |
2000 кг |
- Опор с диаметром 80 мм < Ø < 600 мм
- Тяжелых опор с диаметром 320 мм < Ø < 850 мм

ПРОЦЕСС СВАРКИ И ОБОРУДОВАНИЕ
Необходимая энергия производится электрическим током, протекающим между электродами и свариваемыми изделиями. Сварной шов защищается шлаком от расплава порошкообразного флюса, который покрывает конец электродной проволоки, дугу и расплавленную ванну.
Дуговая сварка под флюсом обеспечивает многочисленные преимущества с точки зрения характеристик технологического процесса, а именно:
- Высокая скорость обработки благодаря использованию высокой напряженности, воздействующей на одну или несколько электродных проволок.
- Низкий расход наплавляемого металла, поскольку металла зачастую требуется меньше, чем в других процессах сварки.
- Высокая степень проплавления, которая значительно снижает, а в некоторых случаях даже полностью устраняет необходимость обработки кромок.
- Низкий уровень искажения.
- Очень чистая поверхность наплавленного слоя.


 Широта применения
Широта применения
- Ток DC и AC
- Постоянное напряжение
- Постоянная сила тока
- Постоянная скорость подачи проволоки
- Многоэлектродная сварка
- Полное управление формой волны переменного тока с контролем частоты от 8 до 100 Гц, баланса от 20 до 80%, и смещения в пределах -30 и +30%
- Расширенный на 27% диапазон параметров обеспечит максимум гибкости работы на производстве
- Контроль глубины провара и геометрии шва
- Исключает магнитное воздействие дуги

STARMATIC 1200i AC/DC: мощность и функциональность
- Высокиий уровень ПВ: 100% при 1200 A (40 °C)
- Коэффициент наплавки (кг/ч) – 1 электрод Ø 3,2 мм, углеродистая сталь
- Экологичная конструкция: применение инверторной технологии гарантирует более эффективное потребление электроэнергии, снижая производственные расходы
- Открытая архитектура позволяет подключать внешнее вспомогательное оборудование
- Легкая интеграция с цифровым или аналоговым интерфейсом
 Мобильная консоль MC5
Мобильная консоль MC5
- Эргономичный дизайн, удобный интерфейс
- Большой цветной экран 5,6"
- Централизация параметров сварки
- Связь через USB и ethernet поможет отслеживать и управлять параметрами
- Быстрый переход между страницами управления функциями:
Управления программами с возможностью создания последовательностей для сварки швов всей детали
Отображение параметров сварки, в т.ч. скорости перемещения и тепловложения
Ручное управление: подача проволоки, подача флюса
Отслеживание параметров, контроль процесса
Лимиты доступа пользователей
Обслуживание
- Наблюдение за производством
- Сравнение сварочных швов
- Построение графиков и статистической базы

|
Образец круглой конической опоры |
Образец многогранной конической опоры |
 |
 |
- Качеством сварки
- Скоростью сварки:
- Технологическим процессом
- Системой позиционирования
- Системой нагрева
- Панелью управления
- Системой извлечения
- и др.

Производитель |
SAF-FRO |