
Установка для приварки фланцев с наружной и внутренней стороны с двух сторон

Установка предназначена для сварки фланцев с наружной и внутренней стороны с двух сторон трубы за один проход.
Фланцы на заготовке должны быть предварительно приварены прихватками, а монтажный зазор между фланцем и трубой должен быть равномерным, с отклонением < 2 мм.
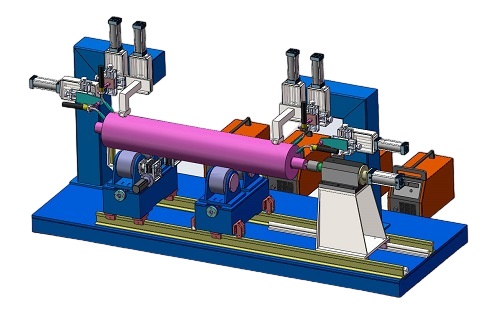
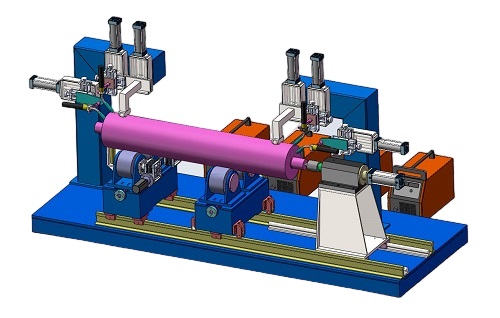
Установка оснащена четырьмя сварочными головками, работающими парами одновременно с обоих концов трубы. Благодаря этому время всего сварочного процесса становится минимальным, а качество сохраняется на стабильно высоком уровне. При этом организация и процесс работы установки принципиально совпадает с большинством автоматических сварочных установок.

На фото представлено расположение горелок при двухсторонней приварке фланца к трубе. Труба зафиксирована прижимными роликами.
Оператор установки контролирует процесс с помощью пульта, оснащенного информативным ЖК-дисплеем и органами управления.
Особенность установки заключается в возможности сваривать трубу и два фланца с двух сторон одновременно и снаружи и изнутри – при сварке используется сразу 4 сварочные горелки MIG / MAG.

Таким образом, данная установка позволяет значительно повысить производительность предприятия, обеспечивая высочайшее качество сварных соединений.
Сварочные горелки во время сварки стационарны, труба вращается. Положение сварочных горелок регулируется в вертикальном (пневмопривод) и горизонтальном направлениях, кроме того, можно изменить угол горелки. В процессе сварки задействованы 4 сварочные головки.
БЛОК УПРАВЛЕНИЯ
В качестве блок управления установлен японский PLC контроллер OMRON с сенсорным дисплеем, который позволяет легко управлять зажимом трубы и сварочным процессом, а также, помогает защитить механические части от возможных повреждений, вызванных ошибками оператора.
.png")
Вращение заготовки производится бесступенчатым японским серводвигателем переменного тока PANASONIC
Программа сварки может задаваться, сохраняться и вызываться из меню. Внесение и изменение параметров сварки вводится с помощью человеко-машинного интерфейса с сенсорным экраном. Длина сварочного шва, время сварки, сварка прихватками и угол холостого интервала могут вводиться через сенсорный экран. После окончания сварки происходит автоматический возврат сварочных горелок.
В качестве опции можно установить блок колебаний для сварочной горелки необходимый для многопроходной сварки или для получения широкого шва. Механизм точной регулировки подачи и отвода сварочной горелки: Сварочные горелки подводятся к месту сварки пневмоцилиндрами. Горелки крепятся к крестовым слайдерам с диапазоном регулировки вправо/влево, вверх/вниз 100мм., что обеспечивает удобное и легкое позиционирование горелки относительно шва.

Левая пара головок снабжена механизмом перемещения вдоль трубы, что помогает приваривать фланцы к трубам разной длины. При сварке и вращении труба надёжно фиксируется прижимными роликами.
Вращение трубы производится вращателем с резиновыми роликами — это классическое и удобное решение зарекомендовало себя очень хорошо за долгие годы применения. Роликовые опоры перемещаются по направляющим, как и задняя бабка, в зависимости от длины заготовки.

Производитель |
ATTA |
Тип сварки |
Полный цикл с перекрытием |
Скорость вращения, об/мин |
0.1-2 , бесступенчатая регулировка |
Угол наклона, ° |
±15 |
Вертикальная регулировка положения горелки, мм |
50 |
Горизонтальная регулировка положения горелки, мм |
50 |
Длина заготовки, мм |
3000 |
Макс. диаметр заготовки, мм |
100 |
Мин. диаметр заготовки, мм |
25 |
Расстояние пневматической подачи горелки, мм |
100 |
Несовпадение осей между осью вращения и задней бабкой, мм |
< 0.3 |
Расстояние пневматической подачи задней бабки, мм |
100 |