
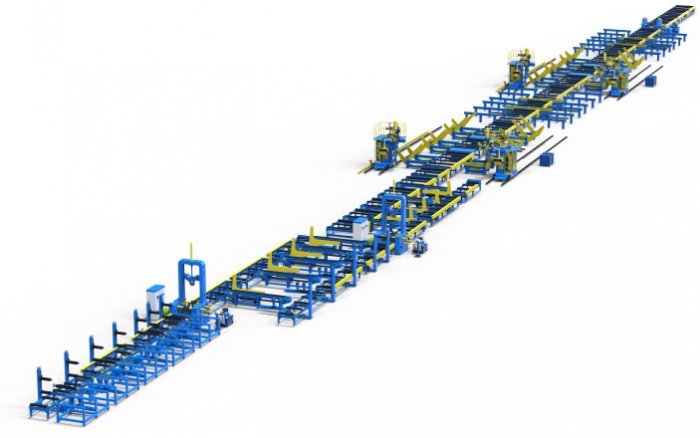
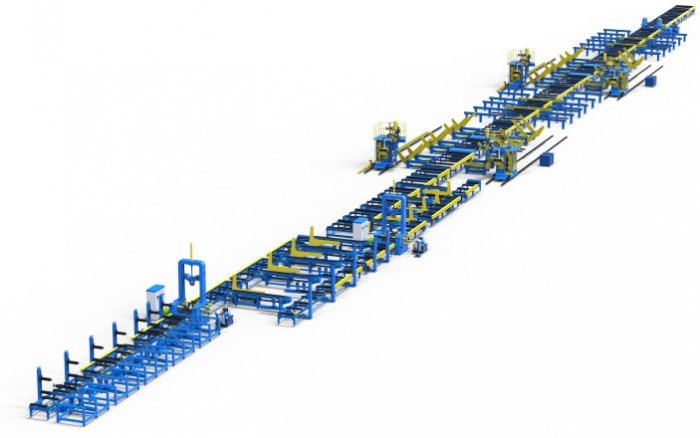
Автоматическая линия для сварки двутавровой балки в лодочку

Чтобы преодолеть такие сложности в развитии компании, как проблемы с подбором персонала, высокую стоимость рабочей силы и сложное управление на предприятиях по производству стальных конструкций, Производитель систем для автоматической сварки балок активно задействует нужные ресурсы и применяет информационные технологии нового поколения, такие как облачные вычисления и искусственный интеллект, в исследованиях и разработках продукции. После многих лет разработки и усовершенствований линия по производству двутавровых балок нового поколения с цифровым управлением, отличающаяся компактной конструкцией, расширенными функциями, надежным качеством и высокой степенью интеллекта, завоевала популярность у большого количества пользователей. Производственная линия может быть оснащена облачной интеллектуальной производственной программной системой Creative Smart 4.1 MES, которая может организовать электронные панели управления производством на месте, обеспечить автоматическое отображение использования расходных материалов и электроэнергии, производственных мощностей, необходимого дежурного персонала, хода выполнения ежемесячного плана, плана подготовки материалов на текущую неделю и отображения хода выполнения, а также завершения производственных планов на день. Такая информация, как предупреждения о статусе, нештатных производственных ситуациях и о подготовке материалов, может быть экспортирована в электронную таблицу Excel — функция, востребованная как в Китае, так и за его пределами. Мы также можем проектировать производственные линии в соответствии с требованиями заказчиками, исходя из характеристик завода и заготовок. Такие решения имеют высокую надежность при низкой стоимости, также мы предлагаем высокий уровень сервиса.
Загрузка стенки и полки → Центрирование, сборка, точечная прихватка одной полки→ Переворот кантователем на 90° → Автоматическая предварительная сборка со второй полкой → Центрирование, сборка и точечная прихватка второй полки → Переворот кантователем на 90° в горизонтальное положение → Перемещение в одну сторону → Переворот кантователем на 45°/60° → Сварка портальной сварочной установкой консольного типа → Перемещение в другую сторону → Сварка портальной сварочной установкой консольного типа → Транспортировка на роликовом конвейере → Переворот кантователем на 180 ° → Перемещение в одну сторону → Переворот кантователем на 45/60° → Сварка на сварочной установке → Перемещение в другую сторону → Сварка портальной сварочной установкой консольного типа → Правка одной полки на правильной машине → Переворот кантователем на 180 ° → Правка второй полки → Производство завершено.

- высота стенки: 200‑2000 мм
- толщина стенки: 6‑60 мм
- высота полки: 200‑900 мм
- толщина полки: 6‑60 мм
- Длина: 4000‑15 000 мм
|
№ |
Название машины |
Кол-во |
Примечания |
|
|
1 |
Механизм загрузки стенки и полки |
1 комплект |
Роликовый конвейер подачи стенки, полки, центрирующее устройство полки, электромагнитный фиксатор стенки, гидравлический кантователь для переворачивания стенки на 90°, гидравлическая система, электрическая система управления и т. д. |
|
|
2 |
Стан для сборки однотавровой балки |
1 комплект |
3 комплекта автоматических центрирующих устройств для стенок, 2 комплекта центрирующих устройств для полок, зажимные устройства, гидравлические системы для сборочных деталей, электрические системы управления сборочными деталями, системы позиционирования сварки прихватками, источники сварочного тока и т. д. Скорость сборочной линии не менее 6 м/мин (регулировка с помощью привода переменной частоты) |
|
|
3 |
Механизм разгрузки однотавровой балки |
Разгрузочный роликовый конвейер |
1 комплект |
Разгрузочный роликовый конвейер для однотавровой балки (после приварки первой полки), мотор-редуктор, звездочка, цепь, рама, роликовый конвейер и другие детали, около 16 метров |
|
Секция кантователя 90° |
4 комплекта |
4 секции образуют группу, поворачивающую однотавровую балку на 90° и состоящую из секций кантователя, гидравлических систем, электрических систем управления и т. д. |
||
|
Цепной механизм перемещения однотавровой балки |
5 комплектов |
5 цепных транспортеров в группе для горизонтального перемещения перевернутой на 90° однотавровой балки к внешней стороне загрузочного роликового конвейера сборочного стана двутавра. |
||
|
4 |
Механизм загрузки однотавровой балки |
1 комплект |
Загрузочный роликовый конвейер сборочного стана однотавровой балки, центрирующее устройство полки, электромагнитная фиксация стенки, гидравлический кантователь для переворачивания однотавровой балки на 90°, гидравлическая система, электрическая система управления и т. д. |
|
|
5 |
Стан для сборки стальных двутавровых балок |
1 комплект |
3 комплекта автоматических центрирующих устройств для стенок, 2 комплекта центрирующих устройств для полок, зажимные устройства, гидравлические системы для сборочных деталей, электрические системы управления сборочными деталями, системы позиционирования сварки прихватками, источники сварочного тока и т. д. Скорость сборочной линии не менее 6 м/мин (регулировка с помощью привода переменной частоты) |
|
|
6 |
Механизм разгрузки двутавровых балок |
Разгрузочный роликовый конвейер |
1 комплект |
Разгрузочный роликовый конвейер для двутавровой балки, мотор-редуктор, звездочка, цепь, рама, роликовый конвейер и другие детали, около 16 метров |
|
Секция кантователя 90° |
4 комплекта |
4 секции образуют группу, поворачивающую двутавровую балку на 90° и состоящую из секций кантователя, гидравлических систем, электрических систем управления и т. д. |
||
|
Гидравлическая машина для подъема и перемещения стальных двутавровых балок |
2 комплекта |
4 цепных транспортера образуют группу для горизонтального перемещения перевернутой на 90° двутавровой балки на роликовый конвейер средней сварочной линии. |
||
|
7 |
Одноконсольный двухдуговой двухпроволочный сварочный аппарат (TANDEM) для сварки под флюсом |
4 комплекта |
Количество сварочных манипуляторов: 1 группа; Режим горизонтального прямого движения сварочной консоли: сервопривод Сервопривод; Вертикальный режим движения сварочной консоли: Сервопривод; Метод сварки: двойная дуга (TANDEM), двойная проволока, диаметр сварочной проволоки 2,5‑5 мм. Источник питания для сварки: номинальный ток 1250 А. Отслеживание сварного шва: автоматическое отслеживание сварного шва лазером, включая устройство автоматического восстановления флюса. Включает все кабели управления и кабели заземления. Оснащен интерфейсом MES и функциями сопоставления, может выполнять сбор информации об оборудовании, включая расход сварочной проволоки, расход электроэнергии, расход газа, статистику длины сварки, статистику количества компонентов и т. д. |
|
|
8 |
Кантователь балки на 45-60 ° |
12 комплектов |
Каждый комплект из трех секций закреплен на одноконсольном двухдуговом сварочном аппарате для сварки под флюсом с двумя проволоками. Нижняя часть используется для переворачивания горизонтально расположенной двутавровой балки на 45 или 60° для последующей сварки. Максимальная переворачиваемая масса ≤10 тонн, время переворачивания ≤2 минут |
|
|
9 |
Передвижной кантователь на 180°
|
4 комплекта |
Секции используются попарно на рабочих станциях сварки и правки стальных двутавровых балок. После сварки или правки с одной стороны балку переворачивают на 180° для сварки или правки с другой стороны. Данная машина состоит из поворотных рычагов, подвижных рам, редукторов, гидравлических систем, электрических систем управления и дорожек для прохода. Максимальная переворачиваемая масса ≤ 10 тонн, время переворачивания ≤3 минут |
|
|
10 |
Механизм перемещения |
4 комплекта |
Данное оборудование состоит из двух блоков и используется для перемещения двутавровой балки на следующую сварочную станцию одноконсольного двухдугового двухпроволочного сварочного аппарата для сварки под флюсом после сварки одного сварного шва. Состоит из подъемной платформы, подвижной рамы, редуктора, гидравлической системы, электрической системы управления и дорожки для прохода. Максимальная поднимаемая масса ≤10 тонн, время перемещения ≤3 минут |
|
|
11 |
Гидравлическая правильная машина 60А |
1 комплект |
Метод правки: вертикальная коррекция. Основной правильный ролик: верхний тип (верхняя гидравлическая натяжка). Привод основного правильного ролика: приводной двигатель + редуктор + муфта. Разгрузочный роликовый конвейер 16 метров. Применимый материал заготовки: Q235, скорость правки >9 м/мин, оснащен вспомогательными правильными роликами для правки двутавровых балок с высотой стенки 200‑2000 мм. |
|
|
12 |
Роликовый конвейер |
Около 100 м |
Ширина роликовой поверхности: 2200 мм. Шаг роликов: 1000 мм, грузоподъемность: 2 тонны/метр, скорость: ≥8 м/мин, включая загрузочный и разгрузочный роликовые конвейеры правильной машины. |
|
Механизм загрузки стенки и полки
Данное оборудование обычно используется для автоматической загрузки стенки и полки. Оно состоит из загрузочного роликового конвейера для стенок и полок, гидравлического центрирующего устройства для полок, электромагнитного фиксатора, гидравлического кантователя стенки с углом 90°, гидравлической системы, электрической системы управления и т. д. Для перемещения полки по опорам необходимо сначала поднять ее на опоры вручную.

Стан для сборки двутавровых балок ZL-2000 использует наиболее эффективный способ центрирования. В процессе центрирования применяются непосредственно механическое центрирование и гидравлическая затяжка для позиционирования пластин различной толщины и ширины в заданном диапазоне. Оборудование не требует повторной наладки для производства элементов с одинаковыми характеристиками. Стан для сборки проектировался и дорабатывался на основе многолетнего практического опыта в изготовлении линий по производству стальных двутавровых балок и всестороннего изучения большого количества аналогичной продукции в стране и за рубежом.

2. Скользящее зажимное устройство на стенке направляется четырехугольной восьмигранной направляющей, которая отличается высокой точностью направления, стабильностью и надежностью. Для упрощения скольжения на направляющей расположена медная полоса, зазор между которой и скользящим устройством регулируется.
 3. При сборке движение стальной двутавровой балки осуществляется двигателем и циклоидальным штифтом, а скорость регулируется преобразователем частоты переменного тока для обеспечения плавной работы.
3. При сборке движение стальной двутавровой балки осуществляется двигателем и циклоидальным штифтом, а скорость регулируется преобразователем частоты переменного тока для обеспечения плавной работы.
4. Гидравлическая подъемная рама фиксирует и выравнивает стенку и полку, а также обеспечивает их более плотное прилегание, тем самым повышая качество изделия.
5. Гидравлическая система использует стандартные элементы и оснащена прецизионными фильтрами высокого давления, что обеспечивает надежную работу электромагнитного клапана в течение длительного времени.
6. Загрузочные и разгрузочные роликовые направляющие, а также система выравнивания заготовки на входе имеют сегментированную конструкцию, а количество роликовых направляющих может быть увеличено в соответствии с требованиями пользователя и длиной заготовки.
7. Учитывая низкие зимние температуры, в гидравлическую систему оборудования добавлено устройство автоматического подогрева гидравлического масла, что значительно облегчает эксплуатацию, повышает эффективность производства и решает проблему длительного времени запуска агрегатов в условиях холодного климата.
8. Автоматическая система сварки прихватками позволяет оборудованию выполнять сборку и сварку прихватками с высокой эффективностью. Механизм направления дуги сварки прихватками приводится в действие легким гидравлическим масляным цилиндром, который перемещается плавно и надежно без необходимости использования дополнительных источников сжатого воздуха. Время сборки и точечной сварки контролируется с высокой точностью преобразователем частоты и ПЛК. Скорость регулируется — низкая скорость используется для сварки прихватками, высокая — для перемещения, что повышает эффективность производства. Скорость регулируется плавно.
9. Сенсорный экран обеспечивает управление ПЛК, работу в интерфейсах, интегрированных с MES, мониторинг сварки и другие функции.
|
Гидравлический кантователь на 90° Кантователь используется для переворачивания на 90° собранных однотавровых или двутавровых стальных балок перед их отправкой на сварку. Поворот осуществляется гидравлическим способом: масляный цилиндр поворачивает L-образную раму с установленной на ней балкой на 90°. |
.jpg")
|
|
Цепной механизм для перемещения балок В цепной механизме используются электродвигатель и цепь. Цепь имеет крюки, с помощью которых осуществляется горизонтальное перемещение стальных двутавровых и однотавровых балок. Механизм используется для перемещения заготовок между участками — в основном для перемещения однотавровых балок, выполненных на сборочном участке № 1, на участок № 2 предварительной сборки двутавровых балок.
|
.jpg")
|
|
Механизм перемещения YGJ20 Это вспомогательное оборудование для линии производства стальных двутавровых балок, которое используется в парах для перемещения заготовок балок. После выполнения сварного шва заготовка перемещается на другой сварочный участок. Механизм состоит из основного двигателя, гидравлической системы и электрической системы управления.
|
.jpg")
|
.jpg") Используется тандемный способ сварки под флюсом, при этом две проволоки располагаются последовательно, одна за другой в направлении сварки. Главной является дуга постоянного тока. Для достижения достаточной глубины сварного шва используются низкое напряжение и высокое значение тока. Дополнительной является дуга переменного тока. Низкое значение тока и высокое напряжение позволяют регулировать ширину сварного шва. В результате получается гладкий и ровный наплавленный валик. При этом достаточно хорошая форма и качество сварного шва достигаются и при высокой скорости сварки. В результате этот метод сварки повышает эффективность в 1,5–2 раза.
Используется тандемный способ сварки под флюсом, при этом две проволоки располагаются последовательно, одна за другой в направлении сварки. Главной является дуга постоянного тока. Для достижения достаточной глубины сварного шва используются низкое напряжение и высокое значение тока. Дополнительной является дуга переменного тока. Низкое значение тока и высокое напряжение позволяют регулировать ширину сварного шва. В результате получается гладкий и ровный наплавленный валик. При этом достаточно хорошая форма и качество сварного шва достигаются и при высокой скорости сварки. В результате этот метод сварки повышает эффективность в 1,5–2 раза.- Направляющая сварочного портала выполнена из прецизионно обработанной и отшлифованной высокопрочной стали Р24. Она крепится к бетонному фундаменту.
- В главном приводе продольного хода используется полностью цифровой сервомеханизм Panasonic переменного тока, что обеспечивает плавный пуск и высокую надежность оборудования. Основные функции и характеристики:
- В интеллектуальной головке сварочного аппарата вместо механического способа отслеживания используются лазерные датчики, которые обеспечивают более высокую точность отслеживания по сравнению с механическими способами. После первоначальной настройки головки оператором с помощью беспроводного блока управления включается лазерное отслеживание положения — и можно начинать сварку. Весь процесс сварки автоматически рассчитывается системой на основании данных, полученных от лазерного датчика, которые автоматически подставляются в алгоритм.
- Источник питания сварочного аппарата располагается на полу, сварочный аппарат подключается напрямую к заготовке с помощью кабеля с большим поперечным сечением, который обладает хорошей проводимостью и значительно повышает качество сварки, делает ее безопасной и обеспечивает хороший результат.
- Имеет управление ПЛК, беспроводной блок ручного управления с пультом для запуска сварки, подачи проволоки и работы с базой данных процесса сварки.
- Оборудование оснащено цифровым интеллектуальным устройством управления, в котором управление осуществляется ПЛК, а человеко-машинный интерфейс обеспечивает понятную среду управления. Здесь можно собирать информацию об оборудовании, в том числе о расходе сварной проволоки, потреблении электричества, газа, статистику продолжительности сварки, выработки компонентов и энергии. Оборудование можно подключать к системе MES.
Правильная машина YJZ-60A используется для правки деформированных полок стальных двутавровых балок после сварки. Принцип работы основан на использовании двух роликов — верхнего и движущего. Они образуют отверстие нужной формы, через которое протягивается деформированная после сварки полка. После протяжки и упругого восстановления полка выравнивается до необходимой прямоты.
.jpg") 1. Основная движущая система имеет двигатель и двуступенчатый редуктор с циклоидной звездочкой. Такой механизм обеспечивает быстрое изменение скорости, что ускоряет процесс правки.
1. Основная движущая система имеет двигатель и двуступенчатый редуктор с циклоидной звездочкой. Такой механизм обеспечивает быстрое изменение скорости, что ускоряет процесс правки.
2. В прижимном устройстве используется гидравлическая трансмиссия с высоким выходным крутящим моментом и плавным ходом.
3. Все правильные ролики выполнены из высококачественной кованой закаленной стали 35CrMo, которая отличается высокой твердостью, хорошей износостойкостью и долгим сроком службы и исключает образование трещин.
4. В гидравлической системе используются стандартные устройства, такие как осевой поршневой насос высокого давления, и прецизионные фильтры высокого давления, которые обеспечивают долгую и надежную эксплуатацию электромагнитного клапана.
5. Загрузочные и разгрузочные роликовые направляющие образуют сегменты, количество роликовых направляющих можно увеличить в зависимости от потребностей заказчика и длины заготовки.
1. Толщина полки: 6–60 мм (сталь Q235)
2. Высота полки: 200–900 мм
3. Толщина стенки: 6–60 мм
4. Высота стенки: 200–2000 мм
5. Скорость правки: ≤ 5,0 м/мин
6. Мощность приводного двигателя: 15 кВт
Максимальное давление гидравлической системы: 25 МПа
Расчетное давление гидравлической системы: 20 МПа
Мощность двигателя гидравлической системы: 5,5 кВт
Толщина (S) и высота (b) заготовки должны соответствовать следующей таблице:
| S | 20–30 | 30–40 | 40–50 | 50–60 |
| b | 300–800 | 400–800 | 500–800 | 600–1000 |
Приведенная выше таблица применима к заготовкам из стали Q235. Для 16Mn (Q345) толщина S составляет 70% от толщины Q235.