

Установка для наплавки на неподвижных деталях и узлах


Описание
Наплавочная сварка - это процесс сварки, при котором на внутреннюю, наружную поверхность или торец наносится слой металла определенной толщины для придания таких свойств как износостойкость, коррозионная стойкость, жаростойкость и т. д.Наплавка увеличивает срок службы деталей, улучшение характеристики изделия и снижает затраты.
Наплавка все шире применяется при изготовлении и ремонте изделий в различных отраслях промышленности.
При наплавке для достижения наилучшего результата должна быть использована технология наплавки с меньшим смешиванием с основным металлом, более высокая скорость наплавки и высоким качеством наплавленного слоя.
Наплавка методом TIG с подачей горячей проволоки — это разновидность технологии сварки, основанная на традиционной сварке TIG с подачей в зону наплавки предварительно нагретой проволокой. Система включает в себя источник питания горячей проволоки, сварочную горелку и системный контроллер. Аппарат для сварки TIG расплавляет основной металл, а система подачи проволоки непрерывно подает проволоку в сварочную ванну. Отдельный источник питания горячей проволоки нагревает сварочной проволоку (сварочная проволока между соплом и сварочной ванной), а за счет предварительного нагрева увеличивается скорость наплавки.
Система автоматического управления может осуществлять наплавку внутренней стенки изделия, наружной стенки, плоскости фланца, внутренней стенки клапана, тройника и других изделий.
Оборудование для автоматической TIG наплавки горячей проволокой использует процесс импульсной сварки TIG с неплавящимся электродом.
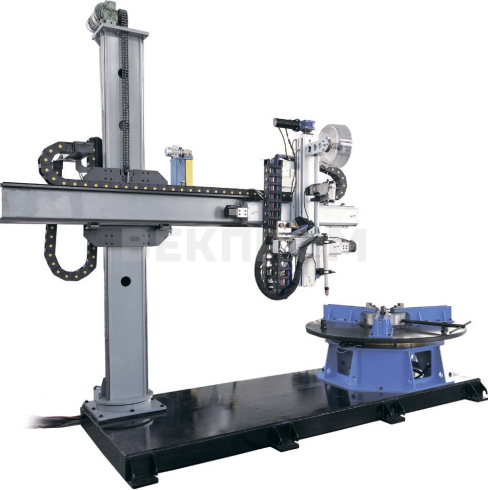
Автоматическая механическая система сварки включает механизм горизонтального вращения, 2D-направляющую движения и рамное
основание.
Система наплавки, установленная на рабочей раме. Для загрузки и разгрузки заготовки система наплавки отводится по горизонтали, чтобы освободить место для подъема заготовки.
Горизонтальная направляющая при сварке внутренней или внешней стенки работает как слайд функции AVC, а при наплавке торцевой поверхности выполняет функцию смещения с шагом наплавки.
Перемещения обеспечивается линейными направляющими и шарико-винтовой парой, приводимой в движение сервоприводом переменного тока Mitsubishi Electric.
Заготовка помещается на горизонтальный поворотный стол, вращательное движение выполняется столом (сварочная горелка не вращается), а вращение горизонтального стола обеспечивается двигатель.
Необходимо в ручном режиме отрегулировать заготовку так, чтобы она совпадала с центром горизонтального поворотного стола.
Сварочная горелка имеет функцию автоматического отслеживания напряжения дуги, и когда расстояние между сварочной горелкой и внутренней стенкой отклоняется, она может автоматически регулировать и корректировать положение.
Сварочная горелка оснащена охлаждением с принудительной циркуляцией воды, что позволяет осуществлять длительную непрерывную наплавку.
Характеристики
Производитель |
Пр-во Китай |
Диаметр вольфрамового электрода, мм |
≤ 3,2 |
Вертикальный ход, мм |
1500 |
Горизонтальный ход, мм |
1300 |
Охлаждение |
принудительное жидкостное охлаждение |
Диаметр сварочной проволоки, мм |
1,0-1,2 |
Система управления |
Германия - SIEMENS, Япония-Mitsubishi, Китай-XINJIE |
Диапазон внутренних диаметров и диапазон фланцев, мм |
50-1200 |
Высота корпуса, мм |
≦1200 |
Длина сварочной горелки, мм |
1300 |
Точность автоматического отслеживания давления дуги, В |
±0,3 |
Импульсный ток наплавки, А |
240-260 |
Базовый импульсный ток наплавки, А |
180-200 |
Напряжение дуги наплавки, В |
12-16 |
Толщина однослойной наплавки, мм |
2,5-3,5 |
Расход защитного газа, л/мин |
8-20 |
Зажигание дуги |
высокочастотное |
Диаметр поворотной платформы, мм |
1300 |
Несущая способность поворотной платформы, т |
5 |
Способ смены полосы движения |
шаг за шагом |