
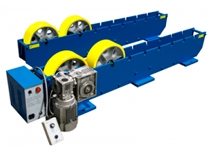
Сварочные роликовые вращатели
С началом применения вращателя процесс сварки значительно облегчился и стал более эффективным, автоматизированным. При помощи такого устройства изделие подлежащее сварке легко устанавливается в удобном для оператора положение. При этом обрабатываемая деталь перемещается со скоростью, соответствующей скорости формирования сварочного шва. Это сварочное приспособление представляет собой конструкцию из шкафа управления, стойки с циркулярным приводом и подвижной задней стойки. Существуют как ручные, так и автоматические вращатели.
Cварочный роликовый вращатель предназначен для вращения цилиндрических изделий со сварочной скоростью при автоматической сварке внутренних и наружных кольцевых швов, а также для установки изделий на маршевой скорости в положение, удобное для ручной и полуавтоматической сварки.
Важная особенность: с помощью вращателя достигается рациональное расположение свариваемого участка, за счет чего вспомогательное время на сварку сокращается до минимума.
Есть 3 типа роликов:
Прорезиненные ролики – решают проблему не снятого усиления продольного шва, вращения деталей с выраженным эксцентриситетом, недогибом обечайки в зоне продольного стыка, вращения деталей с отклонениями от цилиндричности при использовании нескольких секций сварочного вращателя. Минус – затруднения использования при больших нагрузках.
Полиуретановые ролики – меньше изнашиваются, однако слой покрытия достаточно тонкий и жесткий, обладает достаточно малым трением о деталь. Затрудняет использование при значительных неровностях в области продольного сварного шва, когда деталь имеет эксцентриситет. В этом случае вращаемое изделие может проскользнуть, подпрыгнуть, подвиснуть (в случае использования нескольких секций вращателей).
Стальные ролики – выдерживают большие нагрузки и долговременный нагрев в зоне контакта с деталью. Однако при попадании между роликом и обечайкой шлака, брызг, окалины вдавливается в поверхность обечайки. А также имеют меньшую сцепляемость по сравнению с другими вариантами.
По конструкции имеется три варианта:
Переставные ролики – позволяют подогнать роликоопору под нужный диаметр, но не позволяют никак компенсировать неравномерность загрузки секций, неточности формы свариваемых деталей, задать направленный дрейф обечайки. При работе сварочного вращателя в режиме “кантователя” или ручной сварки это не мешает, если нет технологической потребности делать много оборотов детали при сварке. Если подобное ставить под автоматизацию – гарантированно будет дрейф детали в случайном направлении – насколько это повлияет на сварку зависит от скорости дрейфа и возможностей следящих систем.
Передвижные ролики – позволяют сделать точную подгонку под изделие, создать направленный дрейф. Соответственно вместе с буфером-упором антидрейфа эта система позволяет иметь минимальное смещение линии шва относительно неподвижной сварочной гол
Самонастраивающиеся опоры – имеют минимум по 4 ролика на секции расположенные на 4-х осях. Они позволяют работать с изделиями с большим эксцентриситетом, с тонкостенными обечайками, но у многих из них есть одно неприятное свойство – неустойчивая работа в среднем диапазоне диаметров и масс заготовок. Минус системы 2-4 ролика в том, что движение вниз внутренних роликов происходит, начиная с определенного веса заготовки.
Именно начиная с него опора “самоустанавливается”. Если планируется использование самоустанавливающихся роликоопор в широком диапазоне масс и диаметров – то не исключен вариант такой загрузки, что одна из секций ушла в режим “самоустановки” а вторая остается на 2-х роликах.
Наиболее распространенный тип комплекта – 1 или 2 асинхронных двигателя на секцию +1 преобразователь частоты с входным регулирующим сигналом “ток” или “напряжение” – потенциометр настройки скорости вращения. Схема проста и нормально работает на 1 опоре.
Простейший вариант синхронизации 2-х таких секций – выдача управляющего сигнала одного уровня. При этом скорости синхронизируются, но нагрузки распределятся неравномерно, так как вращаемое изделие редко представляет собой правильный цилиндр – имеются овальности, которые могут быть по-разному ориентированы на разных частях емкости. Поэтому если одной приводной секции хватает на вращение 10 тонн, то 2-х хватит при такой схеме отнюдь не на 20 тонн, а возможно значительно меньше. На самом деле, перегружаться в таком случае будут оба привода: привод, который оказался на меньшем радиусе пытается один крутить тяжелое изделие с заданной скоростью, второй, который на большем – начинает раскручиваться и тормозить вращение до заданной скорости. Если ролики обрезиненные - за счет упругой деформации происходит некоторая компенсация такой неравномерности нагрузки. Если ролики стальные, то возможно проскальзывание или остановка вращения из-за токовой перегрузки приводов.

Сварочный роликовый вращатель с системой компенсации смещения обечайки грузоподъёмностью 500 т
Системы ведущий – ведомый – основаны на связях между приводами, при которой один из приводов вращает изделие с заданной скоростью, а остальные подключаются для снятия нагрузки с него по мере необходимости. В предельном случае скорости вращения и нагрузки могут быть вообще разными – вращение конических деталей.
AC или DC двигатель? Второй тип обладает большими стартовыми моментами, проще синхронизируется при больших мощностях. Первый – дешевле и неприхотлив в эксплуатации.
Cварочный роликовый вращатель предназначен для вращения цилиндрических изделий со сварочной скоростью при автоматической сварке внутренних и наружных кольцевых швов, а также для установки изделий на маршевой скорости в положение, удобное для ручной и полуавтоматической сварки.
Важная особенность: с помощью вращателя достигается рациональное расположение свариваемого участка, за счет чего вспомогательное время на сварку сокращается до минимума.
Какие ролики выбрать?
Есть 3 типа роликов:
|
Прорезиненные |
Стальные | Покрытые полиуретаном |

|

|

|
Полиуретановые ролики – меньше изнашиваются, однако слой покрытия достаточно тонкий и жесткий, обладает достаточно малым трением о деталь. Затрудняет использование при значительных неровностях в области продольного сварного шва, когда деталь имеет эксцентриситет. В этом случае вращаемое изделие может проскользнуть, подпрыгнуть, подвиснуть (в случае использования нескольких секций вращателей).
Стальные ролики – выдерживают большие нагрузки и долговременный нагрев в зоне контакта с деталью. Однако при попадании между роликом и обечайкой шлака, брызг, окалины вдавливается в поверхность обечайки. А также имеют меньшую сцепляемость по сравнению с другими вариантами.
Какой вид конструкции выбрать?
По конструкции имеется три варианта:
| Передвижные | Переставные | Самоустанавливающиеся |

|
|

|
Передвижные ролики – позволяют сделать точную подгонку под изделие, создать направленный дрейф. Соответственно вместе с буфером-упором антидрейфа эта система позволяет иметь минимальное смещение линии шва относительно неподвижной сварочной гол
Самонастраивающиеся опоры – имеют минимум по 4 ролика на секции расположенные на 4-х осях. Они позволяют работать с изделиями с большим эксцентриситетом, с тонкостенными обечайками, но у многих из них есть одно неприятное свойство – неустойчивая работа в среднем диапазоне диаметров и масс заготовок. Минус системы 2-4 ролика в том, что движение вниз внутренних роликов происходит, начиная с определенного веса заготовки.
Именно начиная с него опора “самоустанавливается”. Если планируется использование самоустанавливающихся роликоопор в широком диапазоне масс и диаметров – то не исключен вариант такой загрузки, что одна из секций ушла в режим “самоустановки” а вторая остается на 2-х роликах.
Синхронизация нескольких приводных секций роликоопор, тип и расположение приводных двигателей
Наиболее распространенный тип комплекта – 1 или 2 асинхронных двигателя на секцию +1 преобразователь частоты с входным регулирующим сигналом “ток” или “напряжение” – потенциометр настройки скорости вращения. Схема проста и нормально работает на 1 опоре.
Простейший вариант синхронизации 2-х таких секций – выдача управляющего сигнала одного уровня. При этом скорости синхронизируются, но нагрузки распределятся неравномерно, так как вращаемое изделие редко представляет собой правильный цилиндр – имеются овальности, которые могут быть по-разному ориентированы на разных частях емкости. Поэтому если одной приводной секции хватает на вращение 10 тонн, то 2-х хватит при такой схеме отнюдь не на 20 тонн, а возможно значительно меньше. На самом деле, перегружаться в таком случае будут оба привода: привод, который оказался на меньшем радиусе пытается один крутить тяжелое изделие с заданной скоростью, второй, который на большем – начинает раскручиваться и тормозить вращение до заданной скорости. Если ролики обрезиненные - за счет упругой деформации происходит некоторая компенсация такой неравномерности нагрузки. Если ролики стальные, то возможно проскальзывание или остановка вращения из-за токовой перегрузки приводов.
Сварочный роликовый вращатель с системой компенсации смещения обечайки грузоподъёмностью 500 т
Системы ведущий – ведомый – основаны на связях между приводами, при которой один из приводов вращает изделие с заданной скоростью, а остальные подключаются для снятия нагрузки с него по мере необходимости. В предельном случае скорости вращения и нагрузки могут быть вообще разными – вращение конических деталей.
AC или DC двигатель? Второй тип обладает большими стартовыми моментами, проще синхронизируется при больших мощностях. Первый – дешевле и неприхотлив в эксплуатации.
Расположение двигателей:
- один на опору с приводом на 1 ролик – применимо для легких изделий без необходимости, какой-либо точности при вращении
- 2 двигателя на 2 ролика опоры - нормальная схема, но она предполагает расположение двигателей близко к поверхности обечайки, что затруднят использование в условиях повышенного нагрева поверхности изделия в области роликоопор. Есть конструкции, в которых двигатель экранирован или удален от поверхности, но это далеко не всегда.
- 1 вынесенный двигатель с передачей вращения на 2 ролика. Эта система позволяет работать на наплавке, с горячими поверхностями. Компактные вторичные редукторы уменьшают габарит роликоопор вдоль оси свариваемой обечайки.